Product Description
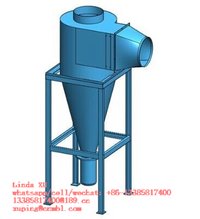
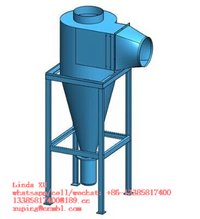
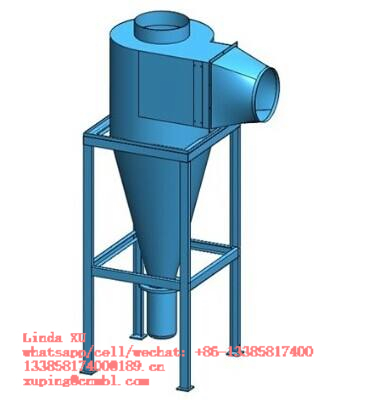
Following transparent business policies, we have gained immense appreciation in market by providing a wide assortment of Cyclone Separator Dust Collector to the clients within stipulated time frame. It is manufactured using quality assured components under the strict surveillance of adept professionals with the aid of cutting-edge techniques. It provides extensive aid in trouble free separation of dust particles and contamination from fluids. Moreover, this Cyclone Separator Dust Collector can be purchased from us at affordable rates.
Advantages:
- High Efficiency
- Durable quality
- Stable pressure drop
- High temperature capability
- Low Maintenance
- Compact design
- No moving parts within the conveying system
- Low operation and maintenance cost compared to screw conveyors.
Industries Catered:
- Plastic / Polymer Industries
- Cement Industry
- Paper Mills
- Textile Industries
- Agro Industries
- Wood working industries
- Tobacco Processing Industries
- Food Processing Industries Grain Handling
- Powder Coating Industries
- Plastic / Polymer Printing and Processing Industries
- Paint Booths
- Paint processing Industries
Further Details:
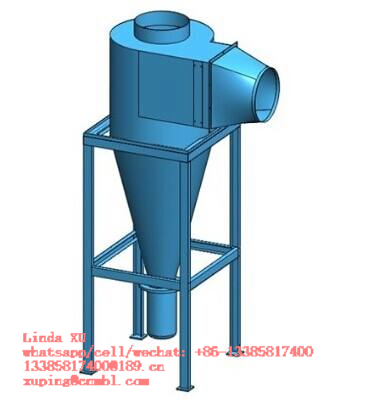
Cyclone separators are a kind of air pollution control device. They are known as pre-cleaners, and mostly used to roughly remove larger particulate matter pieces. They are effective in removing large and high-volume dust for many industrial applications. These devices are perfect for high temperature, high dust load, and product recovery applications. Also, they offer an economical solution to a range of dust collection jobs.
Operational Explanation
Through air inlet dust-laden air enters the unit, and it is diverted by way of helical baffle. The heavy dust is moved by centrifugal force to the interior walls, and it moves them to the base of the unit. The inner cylinder carries clean air, and discharges to atmosphere, or after-filters.
Benefits of cyclone dust collector:
- Low capital cost.
- Quality to work at high temperatures.
- Handle dry materials and liquid mists.
- Maximum airflow, and very cost efficient.
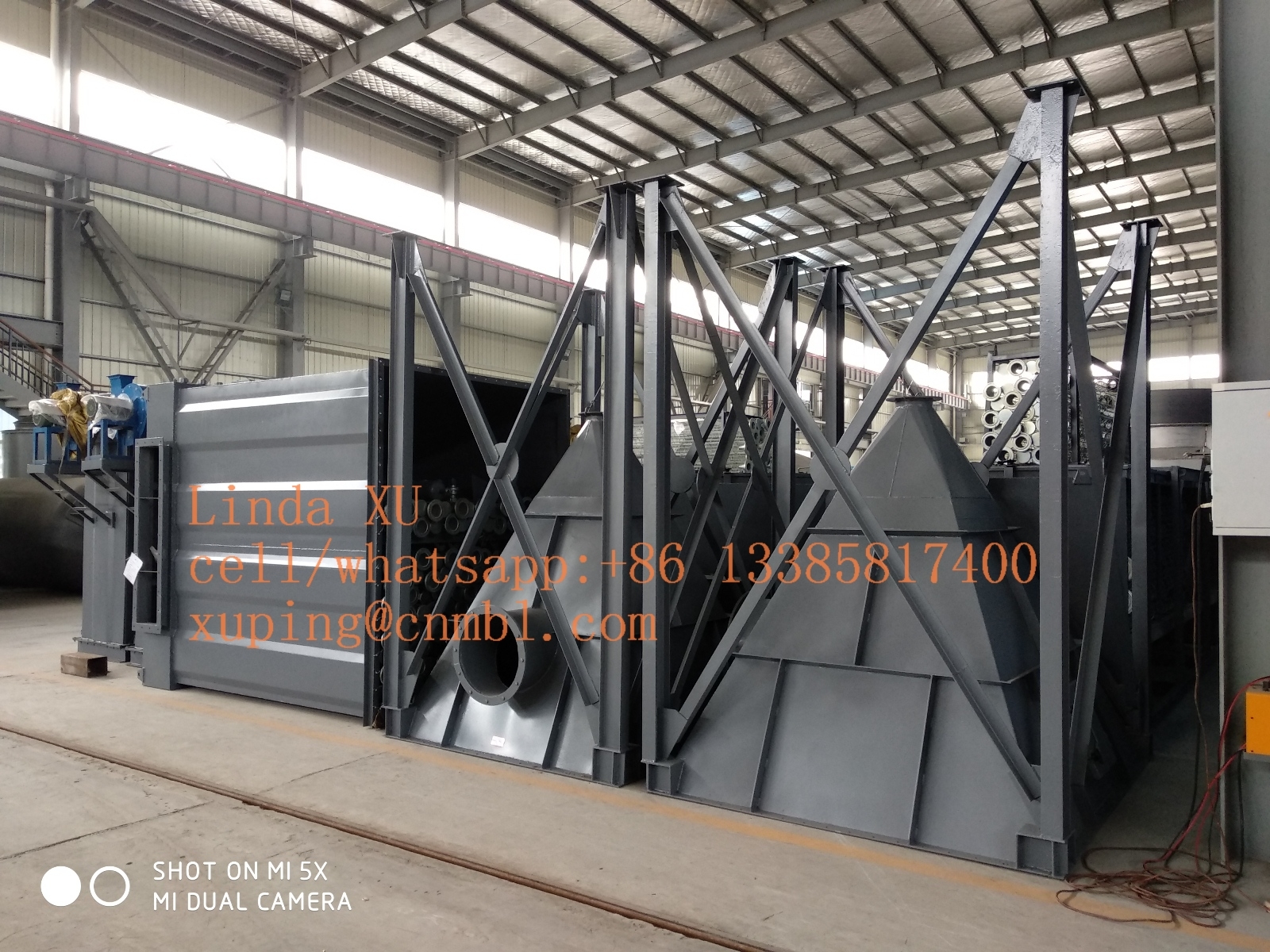
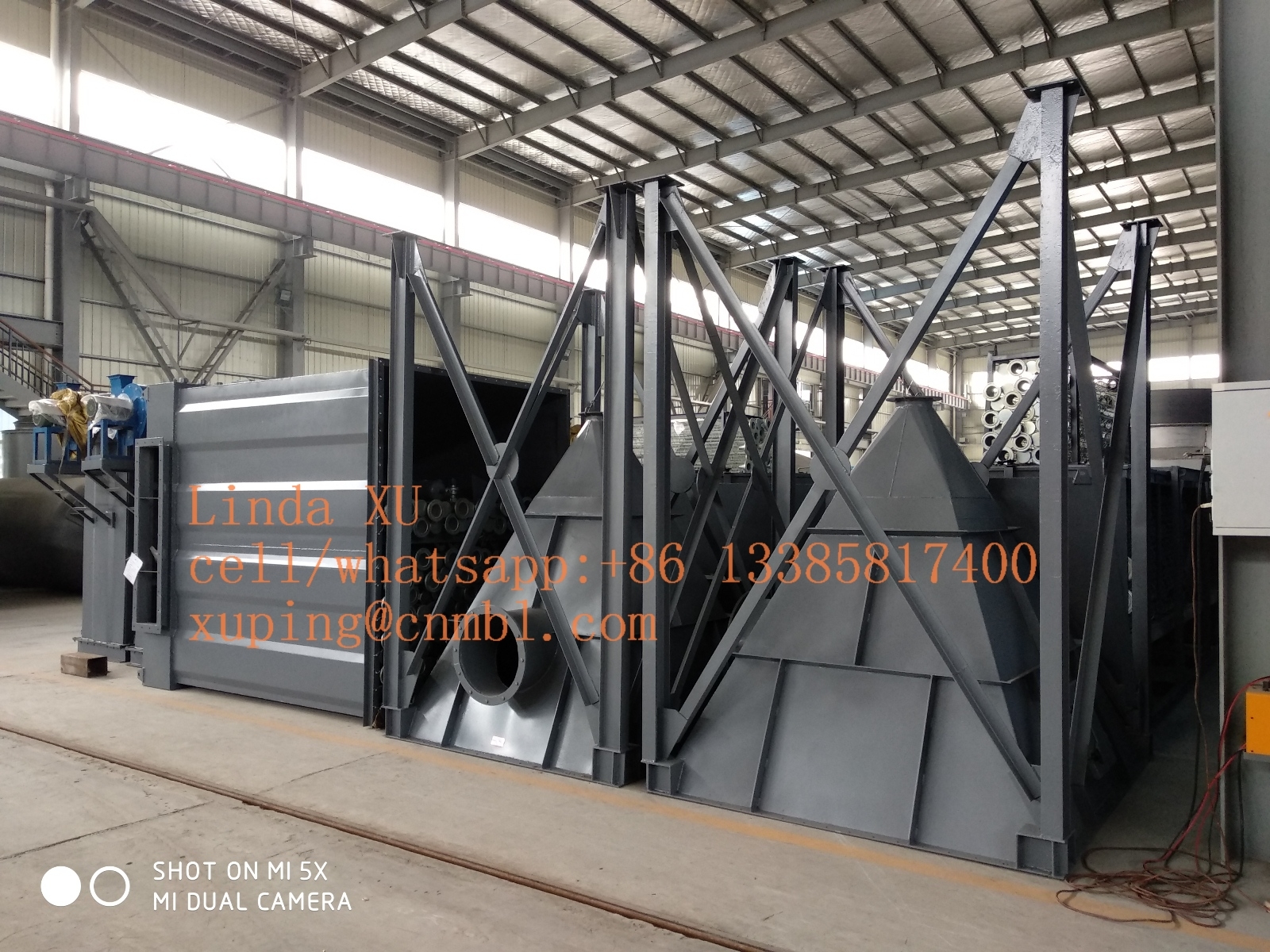
- Heavy-duty construction for longer life.
- Small footprint - needs comparatively small space.
- Low in cost, effectively collect most particles, require little maintenance.
- Can be utilized alone, as a pre-cleaner, or with bag filter assembly.
Details
- Size: The diagram of this equipment has been made as per customers' requirements and location and state of the site.
- Transportation: container
- Application: efficiency in isolating powder or dust from air.
- Type: MBK
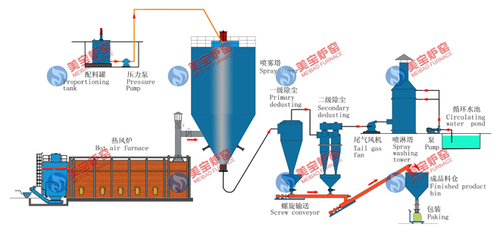
Working principle: Gas full with dust particles infiltrate into cylinder by passing through a rectangular shaped inlet pipe. The centrifugal force active inside the inlet pipe is instrumental in throwing dirt to its wall. The thrown dust moves downward in spiral direction due to the agitation caused by air flow. During elimination of dust particles, its reflective screen creates reflection effect due to which most part of the air moves towards exhaust pipe for evacuation purpose. The remaining air permeates into ash hopper with the help of ring gap created between the dust cone and reflective screen. Dust is accumulated in the gas hopper and the air passes to the exhaust pipe through the air holes situated in the reflective screen. A single MBK can remove 4000-40000m3 gas per hour.